


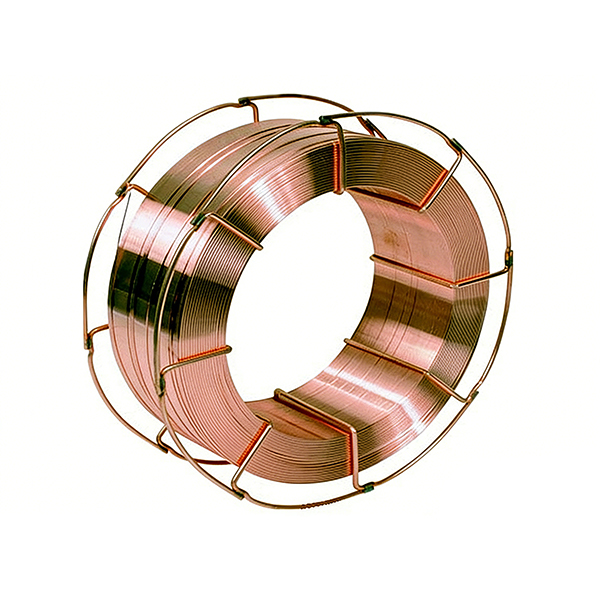
Our submerged arc welding wire series is engineered to deliver excellent welding performance and superior mechanical properties. Designed to work with a wide range of flux types, this product ensures stable arc operation, smooth weld formation, and high deposition efficiency, making it ideal for automated and large-scale welding applications.
During the welding process, the wire produces no spatter and no arc glare, ensuring a cleaner and safer working environment. The resulting weld seam features a smooth surface finish and consistent quality, supporting high-standard industrial requirements.
1、H08A conforms to GB/T5293 SU08A and is equivalent to AWS EL8.
| Chemical composition of H08A welding wire(%) | ||||||||||||
| élément | C | S | Mn | Si | P | Cr | Ni | Cu | ||||
| standard | ≤0.10 | ≤0.030 | 0.4-0.65 | ≤0.030 | ≤0.030 | ≤0.20 | 0.30 | ≤0.35 | ||||
| Exemple de valeur | 0.060 | 0.015 | 0.48 | 0.012 | 0.016 | 0.017 | 0.022 | 0.12 | ||||
| Mechanical properties of H08A deposited metal | ||||||||||||
| Test items (with welding machine 101) | tensile strength Rm(Mpa) | Yield strength Rm(Mpa) | elongation A(%) | V-type impact test (J)-30℃ | ||||||||
| standard | 420-600 | ≥330 | ≥22 | ≥27 | ||||||||
| Exemple de valeur | 485 | 380 | 30 | 98 | ||||||||
2、H08Mn conforms to GB/T5293 SU26 and is equivalent to AWS EM12.
| Chemical composition of H08Mn welding wire(%) | ||||||||||||
| élément | C | S | Mn | Si | P | Cr | Ni | Cu | ||||
| standard | ≤0.10 | ≤0.030 | 0.8-1.1 | ≤0.070 | ≤0.030 | ≤0.20 | ≤0.30 | ≤0.35 | ||||
| Exemple de valeur | 0.066 | 0.007 | 0.48 | 0.038 | 0.010 | 0.027 | 0.012 | 0.11 | ||||
| Mechanical properties of H08Mn weld metal | ||||||||||||
| Test items (in conjunction with welding machine 301) | tensile strength Rm(Mpa) | Yield strength Rm(Mpa) | elongation A(%) | V-shaped impact test (J) -30℃ |
||||||||
| standard | 430-600 | ≥330 | ≥22 | ≥27 | ||||||||
| Exemple de valeur | 525 | 415 | 30 | 102 | ||||||||
3、H10mn2 conforms to GB/T5293 SU34 and is equivalent to AWS EH14.
| Chemical composition of H10Mn2 welding wire(%) | ||||||||||||
| élément | C | S | Mn | Si | P | Cr | Ni | Cu | ||||
| standard | ≤0.12 | ≤0.030 | 1.5-1.9 | ≤0.070 | ≤0.030 | ≤0.20 | ≤0.30 | ≤0.35 | ||||
| Exemple de valeur | 0.068 | 0.012 | 1.7 | 0.020 | 0.011 | 0.013 | 0.007 | 0.12 | ||||
| Mechanical properties of H10Mn2 weld metal | ||||||||||||
| Test items (with welding machine 101) | tensile strength Rm(Mpa) | Yield strength Rm(Mpa) | elongation A(%) | V-shaped impact test (J) -30℃ |
||||||||
| standard | 490-660 | ≥400 | ≥22 | ≥27 | ||||||||
| Exemple de valeur | 556 | 430 | 30 | 110 | ||||||||
4、EM12 conforms to GB/T5293 SU22
| Chemical composition of EM12 welding wire(%) | ||||||||||||
| élément | C | S | Mn | Si | P | Cr | Ni | Cu | ||||
| standard | ≤0.15 | ≤0.025 | 0.8-1.4 | ≤0.15 | ≤0.025 | ≤0.15 | ≤0.15 | ≤0.40 | ||||
| Exemple de valeur | 0.070 | 0.012 | 0.91 | 0.04 | 0.006 | 0.013 | 0.013 | 0.27 | ||||
| Mechanical properties of EM12 weld metal | ||||||||||||
| Test items (with welding machine 101) | tensile strength Rm(Mpa) | Yield strength Rm(Mpa) | elongation A(%) | V-shaped impact test (J) -30℃ |
||||||||
| standard | 430-600 | ≥330 | ≥20 | ≥27 | ||||||||
| Exemple de valeur | 500 | 410 | 27 | 80 | ||||||||
5、EH14 conforms to GB/T5293 SU41 AWS EH14
| Chemical composition of EH14 welding wire(%) | ||||||||||||
| élément | C | S | Mn | Si | P | Cr | Ni | Cu | ||||
| standard | ≤0.20 | ≤0.025 | 1.6-2.3 | ≤0.15 | ≤0.025 | ≤0.15 | ≤0.15 | ≤0.40 | ||||
| Exemple de valeur | 0.08 | 0.011 | 1.9 | 0.07 | 0.014 | 0.018 | 0.008 | 0.25 | ||||
| Mechanical properties of EH14 weld metal | ||||||||||||
| Test items (with welding machine 101) | tensile strength Rm(Mpa) | Yield strength Rm(Mpa) | elongation A(%) | V-shaped impact test (J) -30℃ |
||||||||
| standard | 490-670 | ≥390 | ≥18 | ≥47 | ||||||||
| Exemple de valeur | 566 | 448 | 25 | 102 | ||||||||


 Compatible with various types of welding flux
Compatible with various types of welding flux
Stable arc with consistent welding performance
Élimination facile des scories, improving efficiency
Smooth and uniform weld bead formation
High deposition rate et fast welding speed
No spatter, cleaner welding process
No arc light exposure, safer operation
Excellent weld surface quality and reliability
Ideal for mechanized and automated welding systems